
簡(jiǎn)介
螺旋板式換熱器是一種新型換熱器
它適用于化學(xué)、石油
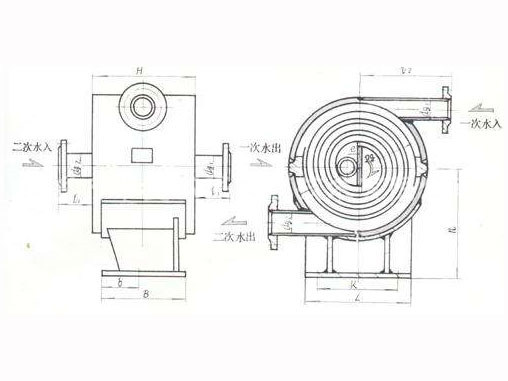
結(jié)構(gòu)性能
1、本設(shè)備由兩張卷制而成
2
3
4
5
基本參數(shù)
1.螺旋板式換熱器的公稱(chēng)壓力PN規(guī)定為0.6
2.螺旋板式換熱器與介質(zhì)接觸部分的材質(zhì),碳素鋼為Q235A
3.允許工作溫度:碳素鋼的t=0-+350℃。不銹鋼酸鋼的t=-40-500℃
4.選用設(shè)備時(shí)
5.設(shè)備可臥放或立放
6. 用于燒堿行業(yè)必須進(jìn)行整體熱處理
7.當(dāng)通道兩側(cè)流量值差較大時(shí)
,可采用不等間距通道來(lái)優(yōu)化工藝設(shè)計(jì)。防堵塞原理
螺旋板式換熱器與一般列管式換熱器相比是不容易堵塞的
,尤其是泥沙、小貝殼等懸浮顆粒雜質(zhì)不易在螺旋通道內(nèi)沉積,主要體現(xiàn)在:1.因?yàn)樗菃瓮ǖ离s質(zhì)在通道內(nèi)的沉積一形成周轉(zhuǎn)的流還就會(huì)提高至把它沖掉
;2.因?yàn)槁菪ǖ纼?nèi)沒(méi)有死角,雜質(zhì)容易被沖出
。特點(diǎn)
1
、傳熱效率高(性能好)一般認(rèn)為螺旋板式換熱器的傳熱效率為列管式換熱器的1-3倍。等截面單通道不存在流動(dòng)死區(qū)
2
螺旋板式換熱器由兩張卷制而成
3
不可拆式螺旋板式換熱器螺旋通道的端面采用焊接密封
4、阻力小
在殼體上的接管采用切向結(jié)構(gòu)
5、可多臺(tái)組合使用
單臺(tái)設(shè)備不能滿足使用要求時(shí)
,可以多臺(tái)組合使用,但組合時(shí)必須符合下列規(guī)定:并聯(lián)組合、串聯(lián)組合、設(shè)備和通道間距相同。混合組合:一個(gè)通道并聯(lián),一個(gè)通道串聯(lián)。 [1]使用說(shuō)明
1
、 設(shè)備安裝,應(yīng)請(qǐng)熟悉該系統(tǒng)工藝的工程技術(shù)人員指導(dǎo),按照本說(shuō)明書(shū)和產(chǎn)品質(zhì)量證明書(shū)及其系統(tǒng)工藝特點(diǎn),確定安裝工藝方案。在安裝中,應(yīng)考慮盡量利用管道的走向吸收熱膨脹,并且安裝要水平、對(duì)正,不能產(chǎn)生附加應(yīng)力,以免對(duì)設(shè)備造成不利影響。管道聯(lián)接應(yīng)使兩流程完全逆流狀態(tài),以提高傳熱效果。2
3、設(shè)備安裝完畢,設(shè)備與系統(tǒng)應(yīng)進(jìn)行水壓試驗(yàn)
。4
、水壓試驗(yàn)完畢,應(yīng)對(duì)設(shè)備進(jìn)行保溫。5
、循環(huán)必須軟化或加藥處理。(按低壓鍋爐水質(zhì)標(biāo)準(zhǔn)GB1576-96),由于水處理不當(dāng)造成結(jié)垢,可用化學(xué)清洗除垢。 [2]故障處理
在生產(chǎn)過(guò)程中
,由于螺旋管板式換熱器的管板受水分沖刷、氣蝕和微量化學(xué)介質(zhì)的腐蝕,管板焊縫處經(jīng)常出現(xiàn)滲漏,導(dǎo)致水和化工材料出現(xiàn)混合,生產(chǎn)工藝溫度難以控制,致使生成其它產(chǎn)品,嚴(yán)重影響產(chǎn)品質(zhì)量,降低產(chǎn)品等級(jí)。冷凝器管板焊縫滲漏后,企業(yè)通常利用傳統(tǒng)補(bǔ)焊的方法進(jìn)行修復(fù),管板內(nèi)部易產(chǎn)生內(nèi)應(yīng)力,且難以消除,致使其它換熱器出現(xiàn)滲漏,企業(yè)通過(guò)打壓,檢驗(yàn)設(shè)備修復(fù)情況,反復(fù)補(bǔ)焊、實(shí)驗(yàn),2~4人需要幾天時(shí)間才能修復(fù)完成,使用幾個(gè)月后管板焊縫再次出現(xiàn)腐蝕泄漏處理
螺旋板式換熱器是由兩個(gè)封閉且獨(dú)立的螺旋通道構(gòu)成,通道內(nèi)出現(xiàn)了串漏則對(duì)于串漏點(diǎn)的確定比較困難。為了準(zhǔn)確的查出漏點(diǎn),采用了鉆孔的方法
。鉆孔時(shí),鉆孔位置應(yīng)定在換熱器一端的同一個(gè)螺旋通道上,且為十字交叉形排列,在鉆孔時(shí)還應(yīng)盡量保證不讓鐵屑掉進(jìn)換熱器內(nèi),以使其通道暢通。灌水打壓查漏
從未鉆孔的一個(gè)通道上,用壓力水泵向換熱器內(nèi)灌水,并形成一定的壓力,這時(shí)換熱器串漏的位置就會(huì)竄出水來(lái),流到另一通道(鉆過(guò)孔的通道),并從離漏點(diǎn)至近的那層鉆孔往下滴水,(這時(shí)換熱器鉆過(guò)孔的一端應(yīng)是朝下放置),通過(guò)滴出水的位置,就能確定在第幾層有內(nèi)泄漏,這時(shí)再將換熱器相同層未鉆孔的一側(cè)封頭割開(kāi)一段作為觀察孔,從觀察孔處就能準(zhǔn)確確定具體串漏點(diǎn)
。內(nèi)漏處的修理
1
、挖孔:在確定了內(nèi)漏點(diǎn)的位置后,從換熱器至外層對(duì)應(yīng)著漏點(diǎn)的地方,開(kāi)始割孔,順序是由外向里,一直割到有內(nèi)漏點(diǎn)的那一層為止。割出的孔應(yīng)為橢圓形,且尺寸的大小是外層大,向里逐漸小,一般每層板上孔的大小相差40mm,如漏點(diǎn)位置較深,在外層割出的孔應(yīng)較大。2
、清渣:在割完孔后,應(yīng)對(duì)留在每層板上的氧化渣認(rèn)真進(jìn)行清理,這是在對(duì)焊回補(bǔ)板時(shí),回補(bǔ)板與每層螺旋板能否貼緊焊牢的關(guān)鍵,可用鏨子和修整模具用的小手砂輪清理氧化渣,注意應(yīng)盡量將清理的渣子清出,不讓其掉進(jìn)換熱器內(nèi)。3
4
1)焊內(nèi)漏點(diǎn)時(shí)要仔細(xì)檢查漏點(diǎn)是裂縫還是砂眼,有必要時(shí)可用手砂輪對(duì)漏處進(jìn)行清理,磨出溝槽,以保證焊接質(zhì)量
2)焊補(bǔ)時(shí)采用J422焊條,焊條直徑是3.2mm,電流控制在100-120A之間[1],先焊漏點(diǎn)再焊每層回補(bǔ)板,順序從里向外逐層焊接。
3)橢圓形回補(bǔ)板是緊貼在換熱器的內(nèi)弧面來(lái)進(jìn)行焊接的,其目的是“方便操作,保證焊接質(zhì)量”
4)為使橢圓形回補(bǔ)板順利裝進(jìn)換熱器內(nèi),可在回補(bǔ)板上焊上一截圓鋼,點(diǎn)焊好橢圓形回補(bǔ)板后,再將其去掉
5)每層回補(bǔ)板之間還焊有短圓鋼撐,(主要是為了增加橢圓形回補(bǔ)板相互的剛度)
6)至外層鋼板因有δ12mm厚,所以可將原割下的鋼板直接裝在原位置對(duì)齊焊接即可
7)在焊接中應(yīng)做到,焊完每層橢圓形回補(bǔ)板后,應(yīng)仔細(xì)檢查焊接位置,如有砂眼要進(jìn)行補(bǔ)焊,確保其每層的焊接質(zhì)量。
試壓并封堵鉆孔
在內(nèi)漏點(diǎn)和回補(bǔ)板焊接完后,用壓力水泵向末鉆過(guò)孔的通道灌水,并形成0.5?1.0MPa的壓力,并保持一定時(shí)間,應(yīng)不出現(xiàn)泄壓現(xiàn)象
防腐蝕技術(shù)
1.電化學(xué)保護(hù)法
電化學(xué)保護(hù)法分為陰極保護(hù)和陽(yáng)極保護(hù)
2.耐腐蝕材料
采用耐蝕材料(如雙目不銹鋼
3.防腐蝕涂層法
在金屬表面
4.添加緩蝕劑法
在腐蝕性介質(zhì)中
金屬侵蝕的現(xiàn)象與機(jī)理較復(fù)雜,涉及的范圍又十分廣泛
侵蝕與防護(hù)的主要目的是為了增產(chǎn)節(jié)約
優(yōu)
優(yōu)點(diǎn):螺旋板式換熱器結(jié)構(gòu)緊湊,單位體積提供的傳熱面很大
缺點(diǎn):螺旋板式換熱器要求焊接質(zhì)量高
生產(chǎn)實(shí)踐證明,螺旋板式換熱器與一般列管式換熱器相比是不容易堵塞的
江西省萍鄉(xiāng)市陶瓷產(chǎn)業(yè)基地工業(yè)園南大道
電話:13627999005
網(wǎng)址:www.1ql.net
E-mail:pxhxhg163.com
版權(quán)所有?萍鄉(xiāng)市華星環(huán)保工程技術(shù)有限公司 電話:0799-3378728 郵箱:pxhxhg@163.com 地址:江西省萍鄉(xiāng)市陶瓷產(chǎn)業(yè)基地工業(yè)園南大道 技術(shù)支持: 備案號(hào):贛ICP備18003181號(hào)-1
備案號(hào):贛ICP備18003181號(hào)-1